Источник: ГОСТ 2789-73, ОСТ 92-0080-78
Номинальная поверхность – поверхность, заданная в технической документации без учета допускаемых отклонений.
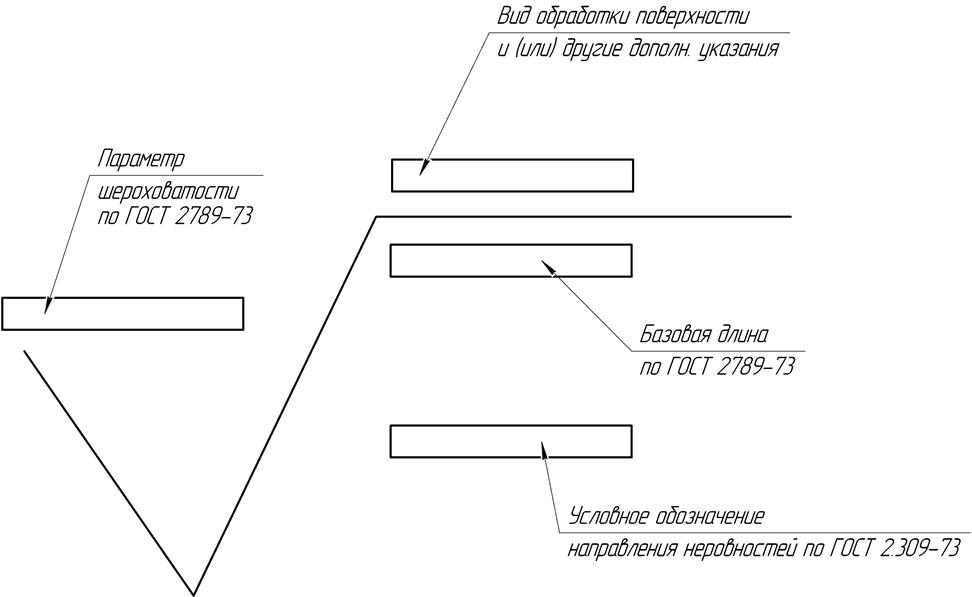
Базовая линия (поверхность) – линия (поверхность) заданной геометрической формы, определенным образом проведенная относительно профиля (поверхности) и служащая для оценки геометрических параметров поверхности.
Нормальное сечение – сечение, перпендикулярное базовой поверхности.
Ra – среднее арифметическое отклонение профиля.
Rz – высота неровностей профиля по десяти точкам.
Шероховатость поверхностей обозначают на чертеже для всех выполняемых по данному чертежу поверхностей изделия, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
Рис. 1. Структура обозначения шероховатости поверхности
Обозначения:
![]() – обозначение шероховатости поверхности, когда вид обработки конструктором не устанавливается. Способ обозначения шероховатости предпочтителен.
– обозначение шероховатости поверхности, когда вид обработки конструктором не устанавливается. Способ обозначения шероховатости предпочтителен.
![]() – обозначение шероховатости поверхности, когда поверхностный слой материала необходимо удалить.
– обозначение шероховатости поверхности, когда поверхностный слой материала необходимо удалить.
![]()
– обозначение шероховатости поверхности, когда конструктору необходимо указать конкретный вид обработки поверхности.
Например: ![]()
![]() – обозначение шероховатости поверхностей, необрабатываемых по данному чертежу, а получаемых после проката, волочения и т.п. (величина параметра шероховатости не указывается). В этом случае в графе 3 основной надписи обязательно должна быть ссылка в виде указания сортамента материала.
– обозначение шероховатости поверхностей, необрабатываемых по данному чертежу, а получаемых после проката, волочения и т.п. (величина параметра шероховатости не указывается). В этом случае в графе 3 основной надписи обязательно должна быть ссылка в виде указания сортамента материала.
![]() – обозначение шероховатости поверхностей, получаемых по данному чертежу без удаления слоя материала (литьем, объемной штамповкой). В этом случае требуется указывать конкретную величину параметра шероховатости.
– обозначение шероховатости поверхностей, получаемых по данному чертежу без удаления слоя материала (литьем, объемной штамповкой). В этом случае требуется указывать конкретную величину параметра шероховатости.
Таблица 1. Числовые значения параметров шероховатости
|
Классы шероховатости
|
Параметры шероховатости
|
Базовая длина L,мм
|
|||||
|
Ra
|
Rz
|
||||||
|
грубее 1-го
|
-
|
-
|
100
|
630
|
500
|
400
|
25
|
|
1
|
80
|
63
|
50
|
320
|
250
|
200
|
8,0
|
|
2
|
40
|
32
|
25
|
160
|
125
|
100
|
|
|
3
|
20
|
16,0
|
12,5
|
80
|
63
|
50
|
|
|
4
|
10
|
8,0
|
6,3
|
40
|
32
|
25
|
2,5
|
|
5
|
5,0
|
4,0
|
3,2
|
20
|
16
|
12,5
|
|
|
6
|
2,5
|
2,0
|
1,6
|
10,0
|
8,0
|
-
|
0,8
|
|
7
|
1,25
|
1,0
|
0,80
|
6,3
|
5,0
|
4,0
|
|
|
8
|
0,63
|
0,50
|
0,40
|
3,2
|
2,5
|
2,0
|
|
|
9
|
0,32
|
0,25
|
0,20
|
1,60
|
1,25
|
1,00
|
0,25
|
|
10
|
0,160
|
0,125
|
0,100
|
0,80
|
0,63
|
0,50
|
|
|
11
|
0,080
|
0,063
|
0,050
|
0,40
|
0,32
|
0,25
|
|
|
12
|
0,040
|
0,032
|
0,025
|
0,20
|
0,16
|
0,125
|
|
|
13
|
0,020
|
0,016
|
0,012
|
0,100
|
0,080
|
0,063
|
0,08
|
|
14
|
0,010
|
0,008
|
-
|
0,050
|
0,040
|
0,032
|
|
Примечание: выделенные числовые значения параметров шероховатости рекомендованы к применению в машиностроении. Применение параметра Ra предпочтительно.
Таблица 2. Шероховатость поверхности при механических методах обработки
Наружные цилиндрические поверхности
|
Методы обработки
|
Параметры шероховатости, мкм
|
|||||||||||||
|
Rz
|
Ra
|
Rz
|
||||||||||||
|
320
|
160
|
80
|
40
|
20
|
2,5
|
1,25
|
0,63
|
0,32
|
0,16
|
0,08
|
0,04
|
0,1
|
||
|
Обта-
чивание
|
Предвари-тельное
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Чистовое
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Тонкое
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Шлифо-
вание
|
Предва-рительное
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Чистовое
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Тонкое
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Притирка
|
Грубая
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Средняя
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Тонкая
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Отделка
абразив-
ным
полотном
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Обкаты-
вание
роликом
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Шлифо-
вание –
отделка (супер-финиши-рование)
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Внутренние цилиндрические поверхности
|
Методы обработки
|
Параметры шероховатости, мкм
|
|||||||||||||
|
Rz
|
Ra
|
Rz
|
||||||||||||
|
320
|
160
|
80
|
40
|
20
|
2,5
|
1,25
|
0,63
|
0,32
|
0,16
|
0,08
|
0,04
|
0,1
|
||
|
Растачи-
вание
|
Предвари-тельное
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Чистовое
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Тонкое
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Сверление
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Зенкеро-
вание
|
Черновое
(по корке)
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Чистовое
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Разверты-
вание
|
Нормаль-
ное
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Точное
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Тонкое
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Протяги-
вание
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Внутрен-
нее
шлифо-
вание
|
Предвари-тельное
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Чистовое
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Калибро-вание
шариком
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Притирка
|
Грубая
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Средняя
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Тонкая
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Шлифо-
вание –
притирка
(хонинго-
вание)
|
Нормаль-
ное
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Зеркаль-
ное
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Литье
|
Методы обработки
|
Параметры шероховатости, мкм
|
|||||||||||||
|
Rz
|
Ra
|
Rz
|
||||||||||||
|
320
|
160
|
80
|
40
|
20
|
2,5
|
1,25
|
0,63
|
0,32
|
0,16
|
0,08
|
0,04
|
0,1
|
||
|
В землю
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
В оболоч-
ковыe
формы
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
По
выплавля-
емым
моделям
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Плоскости
|
Методы обработки
|
Параметры шероховатости, мкм
|
|||||||||||||
|
Rz
|
Ra
|
Rz
|
||||||||||||
|
320
|
160
|
80
|
40
|
20
|
2,5
|
1,25
|
0,63
|
0,32
|
0,16
|
0,08
|
0,04
|
0,1
|
||
|
Строгание
|
Предвари-
тельное
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Чистовое
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Тонкое
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Цилиндри-
ческое
фрезеро-
вание
|
Предвари-
тельное
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Чистовое
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Тонкое
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Торцевое
фрезеро-
вание
|
Предвари-
тельное
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Чистовое
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Тонкое
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Торцевое
точение
|
Предвари-
тельное
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Чистовое
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Тонкое
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Плоское
шлифо-
вание
|
Предвари-
тельное
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Чистовое
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Притирка
|
Грубая
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Средняя
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Тонкая
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Указания по выбору шероховатости поверхностей изделий из древесины приведены в
ГОСТ 7016-75.
Указания по выбору шероховатости поверхностей изделий после резки газом приведены в ОСТ 92-1145-74.
К оглавлению