

Основные понятия:
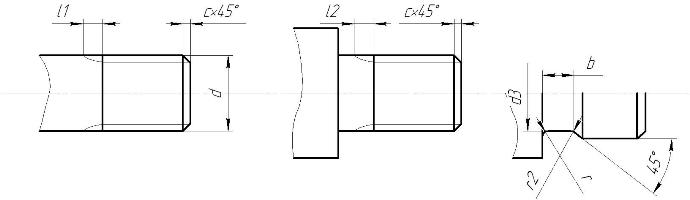
Размеры сбега резьбы (при отсутствии проточки) при выходе инструмента или при наличии на инструменте заборной части.
Размеры недореза при выполнении резьбы в упор. Недорез – это сбег плюс недовод. Под недоводом понимается величина ненарезанной части детали между концом сбега и опорной поверхностью детали.
Размеры проточек для выхода резьбообразующего инструмента.
Размеры фасок – это величина, получаемая до выполнения резьбы.
Нормальные сбеги, проточки и недорезы должны иметь предпочтительное применение.
Допуски на диаметр и ширину проточки назначаются исходя из конструктивных требований к изготовляемым деталям.
Для наружной метрической резьбы
|
Шаг резьбы
|
Сбег
|
Недорез
|
Проточка, мм
|
d3
|
Фаска, мм
|
|||||||
|
l1 max, мм
|
l2 max, мм
|
нормальная
|
узкая
|
|||||||||
|
р, мм
|
20°
|
30°
|
нор-маль-ный
|
умень-шеный
|
b
|
r
|
r1
|
b
|
r
|
r1
|
c
|
|
|
0,25
|
0,5
|
0,3
|
0,6
|
0,5
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
0,2
|
|
0,30
|
0,4
|
0,7
|
||||||||||
|
0,35
|
0,6
|
0,8
|
0,6
|
d-0,6
|
0,3
|
|||||||
|
0,40
|
0,7
|
0,5
|
1,0
|
0,8
|
1,0
|
0,3
|
0,2
|
|||||
|
0,45
|
0,8
|
d-0,7
|
||||||||||
|
0,50
|
1,0
|
0,6
|
1,6
|
1,0
|
1,6
|
0,5
|
0,3
|
1,0
|
0,3
|
0,2
|
d-0,8
|
0,5
|
|
0,70
|
1,3
|
0,8
|
2,0
|
1,6
|
2,0
|
1,6
|
0,5
|
0,3
|
d-1,0
|
|||
|
0,75
|
1,5
|
d-1,2
|
1,0
|
|||||||||
|
0,80
|
0,9
|
3,0
|
3,0
|
1,0
|
0,5
|
|||||||
|
1,00
|
1,8
|
1,2
|
2,0
|
2,0
|
1,0
|
0,5
|
d-1,5
|
|||||
|
1,25
|
2,2
|
1,5
|
4,0
|
2,5
|
4,0
|
2,5
|
d-1,8
|
1,6
|
||||
|
1,50
|
2,8
|
1,6
|
d-2,2
|
|||||||||
|
1,75
|
3,2
|
2,0
|
d-2,5
|
|||||||||
|
2,00
|
3,5
|
2,2
|
5,0
|
3,0
|
5,0
|
1,6
|
3,0
|
d-3,0
|
2,0
|
|||
|
2,50
|
4,5
|
3,0
|
6,0
|
4,0
|
6,0
|
1,0
|
4,0
|
d-3,5
|
2,5
|
|||
|
3,00
|
5,2
|
3,5
|
d-4,5
|
|||||||||
|
3,50
|
6,3
|
4,0
|
8,0
|
5,0
|
8,0
|
2,0
|
5,0
|
1,6
|
d-5,0
|
|||
|
4,00
|
7,1
|
4,5
|
d-6,0
|
3,0
|
||||||||
|
4,50
|
8,0
|
5,0
|
10,0
|
6,0
|
10,0
|
3,0
|
6,0
|
1,0
|
d-6,5
|
|||
|
5,00
|
9,0
|
5,5
|
d-7,0
|
4,0
|
||||||||
|
5,50
|
10,0
|
6,0
|
12,0
|
8,0
|
12,0
|
8,0
|
2,0
|
d-8,0
|
||||
|
6,00
|
11,0
|
d-9,0
|
||||||||||
К оглавлению