Источник: ГОСТ 8908-81
Нормальные угловые размеры должны выбираться в соответствии с указанными в таблице 1. При выборе углов ряд 1 следует предпочитать ряду 2, а ряд 2 – ряду 3.
Таблица 1. Нормальные угловые размеры
|
Ряд 1
|
Ряд 2
|
Ряд 3
|
Ряд 1
|
Ряд 2
|
Ряд 3
|
Ряд 1
|
Ряд 2
|
Ряд 3
|
|
0°
|
0°
|
0°
|
|
10°
|
10°
|
|
|
70°
|
|
|
|
0°15'
|
|
|
12°
|
|
75°
|
75°
|
|
|
0°30'
|
0°30'
|
15°
|
15°
|
15°
|
|
|
80°
|
|
|
|
0°45'
|
|
|
18°
|
|
|
85°
|
|
|
1°
|
1°
|
|
20°
|
20°
|
90°
|
90°
|
90°
|
|
|
|
1°30'
|
|
|
22°
|
|
|
100°
|
|
|
2°
|
2°
|
|
|
25°
|
|
|
110°
|
|
|
|
2°30'
|
30°
|
30°
|
30°
|
120°
|
120°
|
120°
|
|
|
3°
|
3°
|
|
|
35°
|
|
|
135°
|
|
|
|
4°
|
|
|
40°
|
|
|
150°
|
|
5°
|
5°
|
5°
|
45°
|
45°
|
45°
|
|
|
180°
|
|
|
|
6°
|
|
|
50°
|
|
|
270°
|
|
|
|
7°
|
|
|
55°
|
|
|
360°
|
|
|
|
8°
|
60°
|
60°
|
60°
|
|
|
|
|
|
9°
|
9°
|
|
|
65°
|
|
|
|
Допуски на угловые размеры должны назначаться в соответствии с указанными в таблице 2.
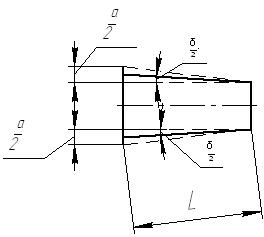
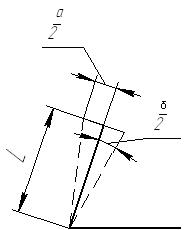
δ – допуск угла в угловых величинах
a – допуск угла в линейных величинах
Таблица 2. Допуски на угловые размеры
|
Интервалы длин меньшей стороны угла, мм
|
Откло-нения
|
Степени точности
|
|||||||||
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
||
|
Предельные отклонения углов ± (значения а/2, мк)
|
|||||||||||
|
до 3
|
δ/2
|
40"
|
1'
|
1'30"
|
2'30"
|
4'
|
6'
|
10'
|
25'
|
1°
|
2°30'
|
|
а/2
|
0,6
|
0,9
|
1,4
|
2,3
|
3,6
|
5,4
|
9
|
22,5
|
54
|
135
|
|
|
Св.3 до 5
|
δ/2
|
30"
|
50"
|
1"15"
|
2'
|
3'
|
5'
|
8'
|
20'
|
50'
|
2°
|
|
а/2
|
0,4
|
0,7
|
1,1
|
1,8
|
2,7
|
4,5
|
7,2
|
18
|
45
|
108
|
|
|
0,8
|
1,3
|
1,9
|
3
|
4,5
|
7,5
|
12
|
30
|
75
|
180
|
||
|
Св.5 до 8
|
δ/2
|
25"
|
40"
|
1'
|
1'30"
|
2'30"
|
4'
|
6'
|
15'
|
40'
|
1°30'
|
|
а/2
|
0,6
|
1
|
1,5
|
2,3
|
3,8
|
6
|
9
|
22,5
|
60
|
135
|
|
|
1
|
1,6
|
2,4
|
3,6
|
6
|
9,6
|
14,4
|
36
|
96
|
216
|
||
|
Св.8 до 12
|
δ/2
|
20"
|
30"
|
50"
|
1'15"
|
2'
|
3'
|
5'
|
12'
|
30'
|
1°15'
|
|
а/2
|
0,8
|
1,2
|
2
|
3
|
4,8
|
7,2
|
12
|
28,8
|
72
|
180
|
|
|
1,2
|
1,8
|
3
|
4,5
|
7,2
|
10,8
|
18
|
43,2
|
108
|
270
|
||
|
Св.12 до 20
|
δ/2
|
15"
|
25"
|
40"
|
1'
|
1'30"
|
2'30"
|
4'
|
10'
|
25'
|
1°
|
|
а/2
|
0,9
|
1,5
|
2,4
|
3,6
|
5,5
|
9
|
14,5
|
36
|
90
|
216
|
|
|
1,5
|
2,5
|
4
|
6
|
9
|
15
|
24
|
60
|
150
|
360
|
||
|
Св.20 до 32
|
δ/2
|
12"
|
20"
|
30"
|
50"
|
1'15"
|
2'
|
3'
|
8'
|
20'
|
50'
|
|
а/2
|
1,2
|
2
|
3
|
5
|
7,5
|
12
|
18
|
48
|
120
|
300
|
|
|
1,9
|
3,2
|
4,8
|
8
|
12
|
19
|
29
|
77
|
192
|
480
|
||
|
Св.32 до 50
|
δ/2
|
10"
|
15"
|
25"
|
40"
|
1'
|
1'30"
|
2'30"
|
6'
|
15'
|
40'
|
|
а/2
|
1,6
|
2,4
|
4
|
6,5
|
9,5
|
14,5
|
24
|
57,5
|
144
|
384
|
|
|
2,5
|
3,8
|
6
|
10
|
15
|
22,5
|
37,5
|
90
|
225
|
600
|
||
|
Св.50 до 80
|
δ/2
|
8"
|
12"
|
20"
|
30"
|
50"
|
1'15"
|
2'
|
5'
|
12'
|
30'
|
|
а/2
|
2
|
3
|
5
|
7,5
|
12,5
|
19
|
30
|
75
|
180
|
450
|
|
|
3,2
|
4,8
|
8
|
12
|
20
|
30
|
48
|
120
|
288
|
720
|
||
|
Св.80 до 120
|
δ/2
|
6"
|
10"
|
15"
|
25"
|
40"
|
1'
|
1'30"
|
4'
|
10'
|
25'
|
|
а/2
|
2,4
|
4
|
6
|
10
|
16
|
24
|
36
|
96
|
240
|
600
|
|
|
3,6
|
6
|
9
|
15
|
24
|
36
|
54
|
144
|
360
|
900
|
||
|
Св.120 до 200
|
δ/2
|
5"
|
8"
|
12"
|
20"
|
30"
|
50"
|
1'15"
|
3'
|
8'
|
20'
|
|
а/2
|
3
|
4,8
|
7
|
12
|
18
|
30
|
45
|
108
|
288
|
720
|
|
|
5
|
8
|
12
|
20
|
30
|
50
|
75
|
180
|
480
|
1200
|
||
|
Св.200 до 320
|
δ/2
|
4"
|
6"
|
10"
|
15"
|
25"
|
40"
|
1'
|
2'30"
|
6'
|
15'
|
|
а/2
|
4
|
6
|
10
|
15
|
25
|
40
|
60
|
150
|
360
|
900
|
|
|
6,5
|
9,5
|
16
|
24
|
40
|
64
|
96
|
240
|
576
|
1440
|
||
|
Св.320 до 500
|
δ/2
|
3"
|
5"
|
8"
|
12"
|
20"
|
30"
|
50"
|
2'
|
5'
|
12'
|
|
а/2
|
4,8
|
8
|
13
|
19
|
32
|
48
|
80
|
192
|
480
|
1152
|
|
|
7,5
|
12,5
|
20
|
30
|
50
|
75
|
125
|
300
|
750
|
1800
|
||
|
Св.500 до 800
|
δ/2
|
3"
|
4"
|
6"
|
10"
|
15"
|
25"
|
40"
|
1'30"
|
4'
|
10'
|
|
а/2
|
7,5
|
10
|
15
|
25
|
37,5
|
62,5
|
100
|
225
|
600
|
1500
|
|
|
12
|
16
|
24
|
40
|
60
|
100
|
160
|
360
|
960
|
2400
|
||
|
Св.800 до 1250
|
δ/2
|
2"
|
3"
|
5"
|
8"
|
12"
|
20"
|
30"
|
1'15"
|
3'
|
8'
|
|
а/2
|
8
|
12
|
20
|
32
|
48
|
80
|
120
|
300
|
720
|
1920
|
|
|
12,5
|
19
|
31
|
50
|
75
|
125
|
187,5
|
469
|
1125
|
3000
|
||
|
Св.1250 до 2000
|
δ/2
|
2"
|
3"
|
4"
|
6"
|
10"
|
15"
|
25"
|
1'
|
2'30"
|
6'
|
|
а/2
|
12,5
|
19
|
25
|
37,5
|
62,5
|
94
|
156
|
375
|
938
|
2250
|
|
|
20
|
30
|
40
|
60
|
100
|
150
|
250
|
600
|
1500
|
3600
|
||
Таблица 3. Применение степеней точности на угловые размеры
|
Степень точности
|
Детали
|
Методы обработки
|
|
2
|
Высшей точности наружные конусы, предназначенные для соединений, требующих герметичности
|
Тонкое шлифование с последующей доводкой
|
|
3
|
Высшей точности внутренние конусы
|
То же
|
|
4
|
Высокой точности, требующие хорошего центрирования; центрирующие концы валов (осей) под зубчатые колеса и отверстия в зубчатых колесах высоких степеней точности
|
Шлифование, развертывание и точение высокой точности
|
|
5—6
|
Высокой точности, передающие на конусном соединении большие крутящие моменты; фрикционные конусы и втулки; штифты конусные (1:50) и отверстия для них
|
То же и слесарная обработка высокой точности
|
|
7—8
|
Нормальной точности: конусы фрикционных деталей с последующей подгонкой зубчатых конических колес, центрирующие концы осей, штифты конические (1:50) нормальной точности, направляющие планки кареток
|
Точение на токарных и револьверных станках обычной точности, фрезерование высокой точности с применением делительных механизмов, шлифование с установкой на столе и в приспособлении, развертывание
|
|
9
|
Невысокой точности, передающие движение, стопорящие и т.п.: угловые пазы, звездочки фиксаторов, втулки стопорные к поводкам, храповые и фрикционные остановы, прессованные детали
|
Получистовое точение, чистовое фрезерование по разметке, строгание в приспособлении, зенкование, шлифование
|
|
10
|
Размеры, к точности которых не предъявляется высоких требований (свободные размеры)
|
Грубая обработка на станках всех видов, литье, прессование пластмасс, гибка в гибочных штампах высокой точности
|
К оглавлению