

Источник: ГОСТ 17365-71; Справочник по холодной штамповке
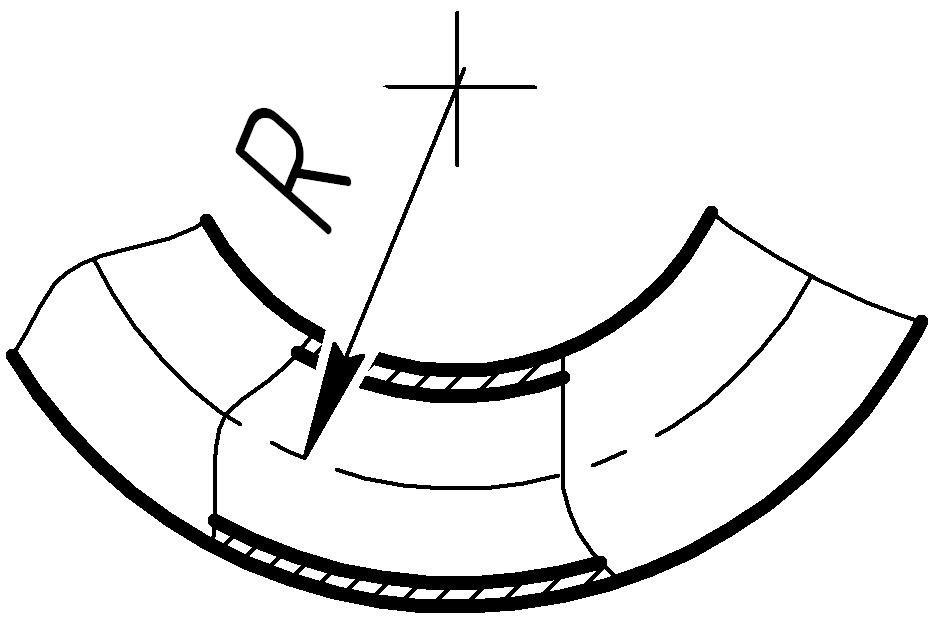
Минимальные радиусы гибки труб R должны быть:
- для труб с наружным диаметром до 20 мм, не менее…2,5D
- для труб с наружным диаметром свыше 20 мм, не менее…3,5D (где D – наружный диаметр трубы).
Утонение стенок в местах изгиба труб и переходов криволинейных участков в прямолинейные не должно превышать:
- для стальных труб–20% от исходной толщины стенки
- для труб алюминиевых сплавов–25% от исходной толщины стенки.
Утонение стенок труб, штампованных из листов, не должно превышать 15% от исходной толщины листа.
|
Тип профиля
|
Наименьший радиус изгиба
|
Примечание
|
|
Стальные трубы:
|
|
Радиусы изгиба по оси трубы. Гибка без наполнения или оплавки. При меньших радиусах изгиба гибку следует производить с оплавкой или наполнением.
|
|
при S=0,02D
|
4D
|
|
|
S=0,05D
|
3,6D
|
|
|
S=0,1D
|
3D
|
|
|
S=0,15D
|
2D
|
|
|
Обозначения:
D - диаметр трубы; S - толщина стенки трубы |
||
К оглавлению