

Источник: ГОСТ 8820-69
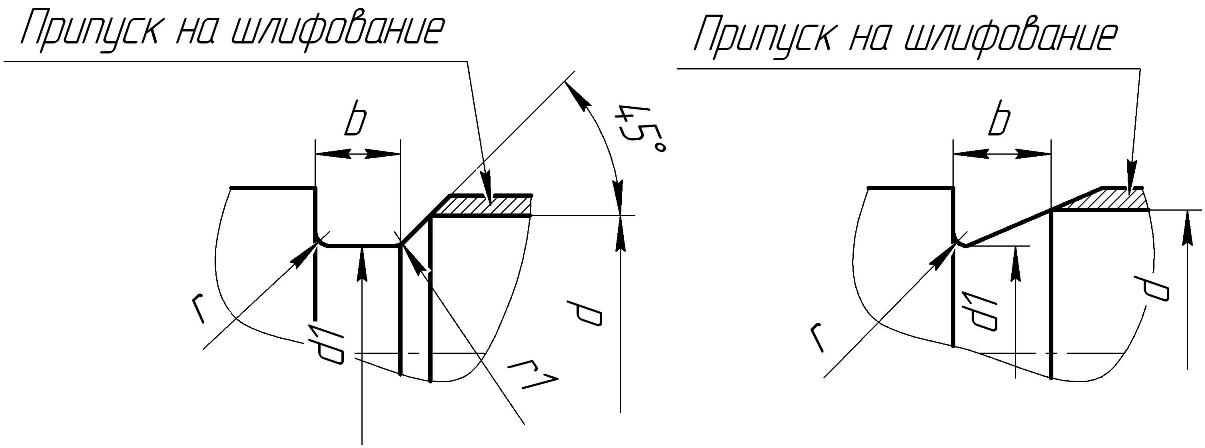
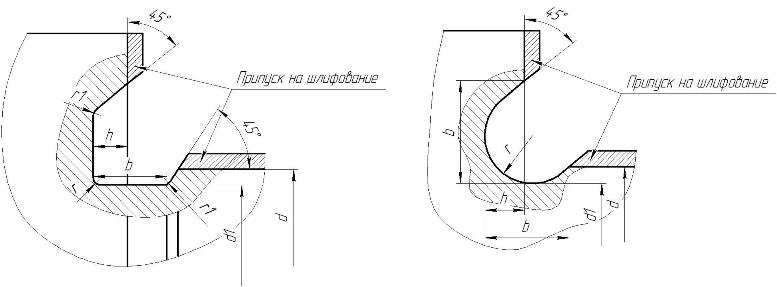
А. Шлифование по цилиндру
Наружное шлифование
Внутреннее шлифование
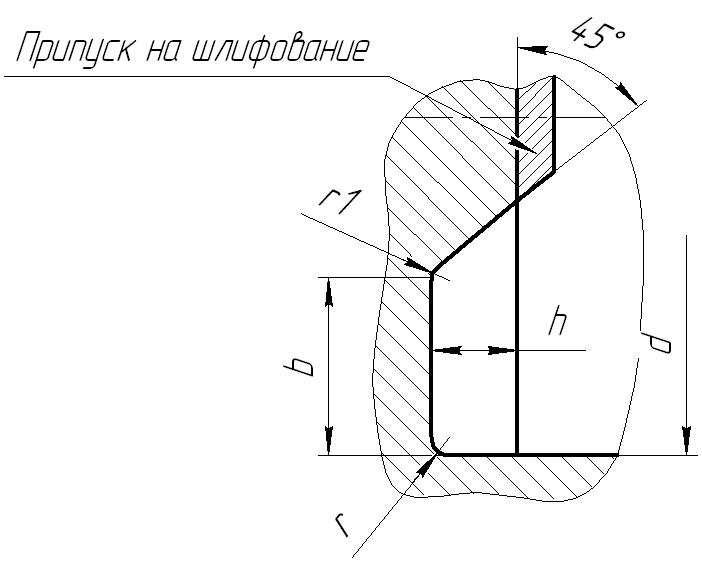
Б. Шлифование по торцу
Наружное шлифование
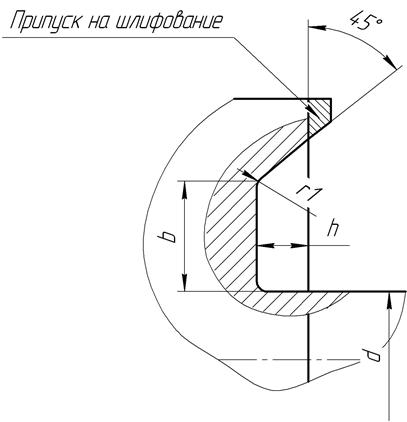
Внутреннее шлифование
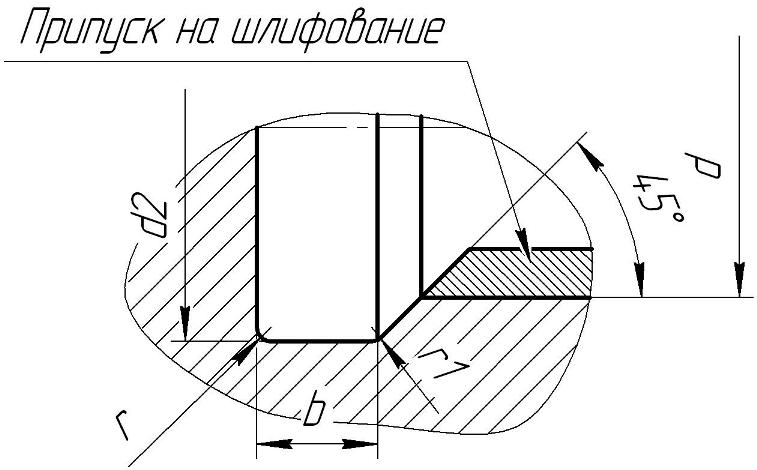
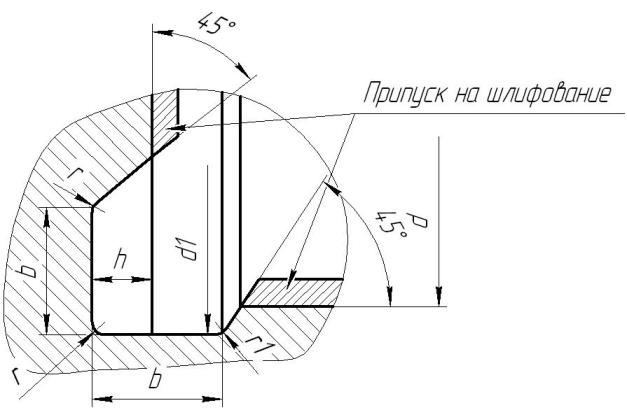
В. Шлифование по цилиндру и торцу
Наружное шлифование
Внутреннее шлифование
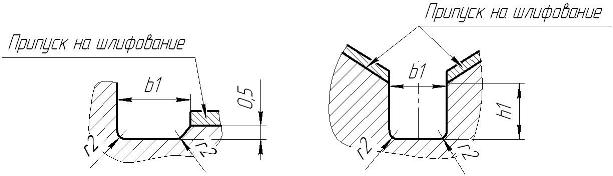
Г. Плоское шлифование
Таб. 1 Размеры канавок для шлифования по цилиндру и торцу, мм
|
b
|
Наружное шлифование d1
|
Внутреннее шлифование d1
|
h
|
r
|
r1
|
d (ориентировочно)
|
|
(1)
|
d-0,3
|
d+0,3
|
0,2
|
0,3
|
0,2
|
До 10
|
|
(1,6)
|
0,5
|
0,3
|
||||
|
2
|
d-0,5
|
d+0,5
|
0,3
|
|||
|
3
|
1,0
|
0,5
|
10 - 50
|
|||
|
5
|
d-1
|
d+1
|
0,5
|
1,6
|
50 - 100
|
|
|
8
|
2,0
|
1,0
|
Св. 100
|
|||
|
10
|
3,0
|
Таб. 2 Размеры канавок для плоского шлифования, мм
|
b1
|
h1
|
r2
|
|
2
|
1,6
|
0,5
|
|
3
|
2,0
|
1
|
|
5
|
3,0
|
1,6
|
1. Размеры, указанные в скобках, по возможности не применять.
2. Предельное отклонение на наружный диаметр канавки d1 по h14(В7), на внутренний диаметр d1 по Н14(А7). В тонкостенных деталях и в деталях, испытывающих большие напряжения, предельные отклонения на d1 следует принимать h12(С5), а на d2 – по Н12(А5).
3. Предельные отклонения на ширину и глубину канавки в рабочих чертежах не указываются.
4. При наличии на одной детали нескольких различных размеров под шлифовку канавки рекомендуется делать одной ширины.
5. В рабочих чертежах следует проставлять:
А) при шлифовке по цилиндру – размеры b и d1, r, r1.
Б) при шлифовке по торцу – размеры b и h, r, r1.
В) при шлифовке по цилиндру и торцу – размеры b, h, d1, r, r1 и угол 45°.
Г) при плоской шлифовке – размеры r2, b1 (или h1).
6. На тонкостенных деталях и на деталях, испытывающих большие напряжения, проставляются все размеры канавки.
7. В сильно напряженных деталях канавку следует заменить шлифованной галтелью.
8. Шероховатость поверхности канавки
К оглавлению